
相關連結:https://www.steo.com.tw/product_cg412019.html
雷射焊接是一種無接觸材料加工方式,一般脈衝雷射用於薄材料的精密焊接,連續雷射用於厚材料的焊接。依熔池形態區分,如圖1所示,雷射焊接可分為熱傳導焊和深熔焊,前者的功率密度範圍為104~106 W/cm2,後者一般在107 W/cm2以上。
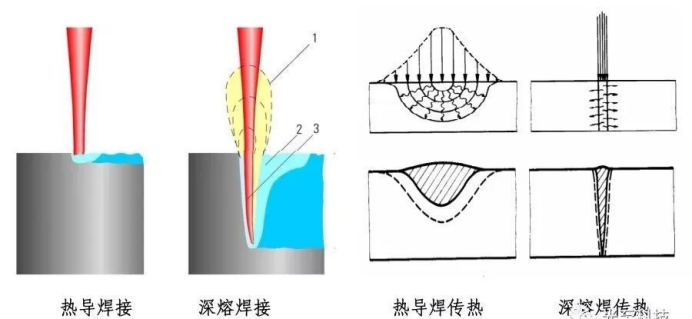
圖1 熱導焊與深熔焊形成熔池形態差異
雷射焊接相對於傳統焊接技術而言,可以極大的提升焊接的效率和精度,能夠簡單的實現多種金屬或異種金屬焊接需求。雷射焊接可以採用振鏡掃描方式及固定焊接頭方式,奈秒脈衝焊接主要採用振鏡掃描方式,速度快、靈活性高。雷射焊接在消費性電子產品、半導體、電池、感測器和醫療等許多行業中,均已廣泛應用。
奈秒脈衝雷射焊接原理
焊接都要經過雷射吸收產熱、熔化融合和冷卻凝固三個過程,由於特定材料的比熱和相變潛熱是固定,雷射脈衝能量越大,能夠熔化的材料體積也越大。依照脈衝能量大小,脈衝雷射焊接目前也有兩種主要的光源選擇,一種是採用YAG雷射或QCW雷射作為焊接光源,另一種採用奈秒脈衝雷射。對YAG或QCW雷射器,其單脈衝寬度在微秒甚至毫秒量級,單脈衝能量在焦耳甚至數十焦耳量級,焊點直徑通常大於1mm,採用固定焊接鏡頭或振鏡雷射點焊的方式工作。而奈秒MOPA脈衝雷射器,單脈衝能量只有1mJ到2mJ,能夠熔化的材料體積有限,單一焊點只有數十微米,通常採用振鏡掃螺旋線的方式組合眾多焊點形成一個焊盤,焊盤直徑通常小於1mm,焊接螺旋線軌跡及剖面熔池形態如圖2所示。
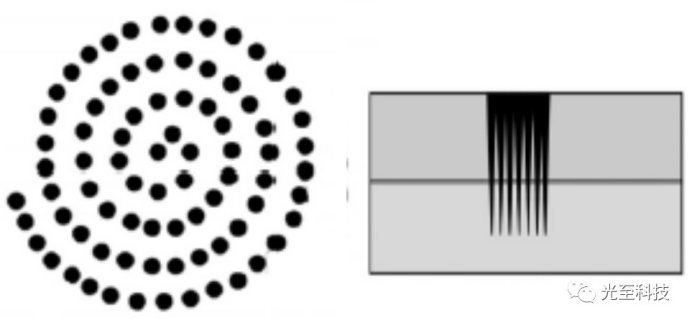
圖2
雷射焊接方式
依材料搭接方式劃分,常見雷射焊接方式有拼焊、疊焊、角焊、搭邊焊、樁節焊等,如圖2所示。奈秒雷射薄板焊接多採用疊焊方式,其他如拼焊方式也適用。對於疊焊,熔池必須穿透上層材料延深到下層材料中,上層材料越厚對應的熔池深度越大,所需的雷射功率也越高。常見的薄片材料厚度在0.1mm到0.5mm之間,對應的需要選擇60W到1000W的MOPA脈衝雷射。
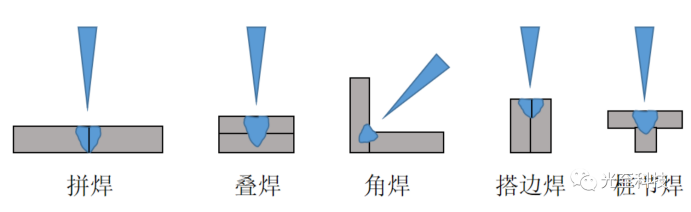
圖3 雷射焊接時不同的材料搭接方式
眾所周知,雷射焊接拉拔力是判斷焊接強度的重要指標,而雷射的光束品質M 2又是影響焊接拉拔力的一個很重要的技術參數,即光束品質越好,拉拔力越強。
雷射脈衝焊接典型應用
1. 銅片螺旋焊點
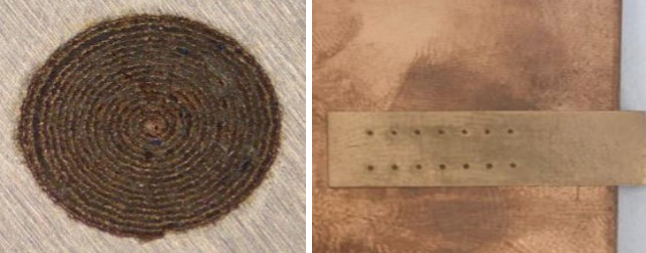
圖4 雷射脈衝焊接紫銅片的(左)螺旋軌跡和(右)焊點分佈
2. 異種金屬焊接
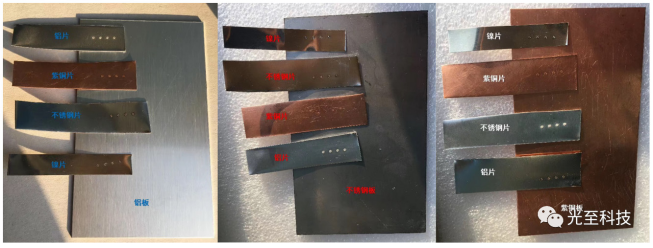
圖5 (左)鋁板(中)不鏽鋼板與(右)銅板與不同金屬焊接結果
3. 3C產品精密焊接
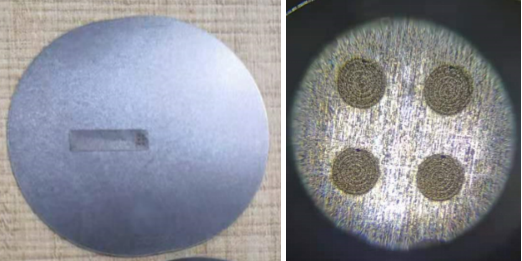
圖6 不銹鋼片焊接鎳板
4. 電池極片雷射焊接
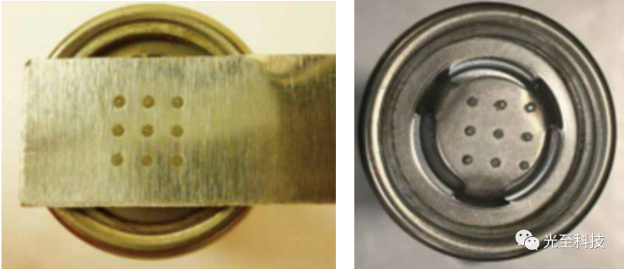
圖7 銅材及鋁材電池頂蓋焊接