
相关连结:https://www.steo.com.tw/product_cg412019.html
雷射焊接是一种无接触材料加工方式,一般脉冲雷射用於薄材料的精密焊接,连续雷射用於厚材料的焊接。依熔池形态区分,如图1所示,雷射焊接可分为热传导焊和深熔焊,前者的功率密度范围为104~106 W/cm2,后者一般在107 W/cm2以上。
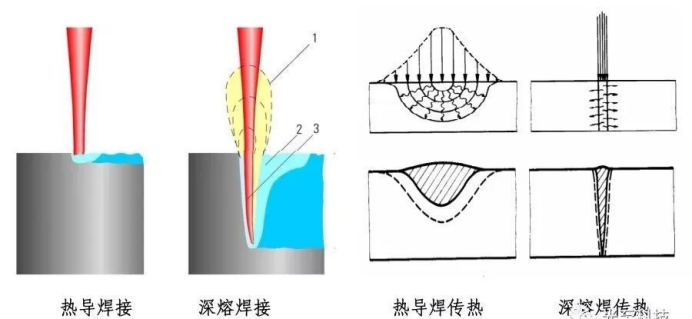
图1 热导焊与深熔焊形成熔池形态差异
雷射焊接相对於传统焊接技术而言,可以极大的提升焊接的效率和精度,能够简单的实现多种金属或异种金属焊接需求。雷射焊接可以采用振镜扫描方式及固定焊接头方式,奈秒脉冲焊接主要采用振镜扫描方式,速度快、灵活性高。雷射焊接在消费性电子产品、半导体、电池、感测器和医疗等许多行业中,均已广泛应用。
奈秒脉冲雷射焊接原理
焊接都要经过雷射吸收产热、熔化融合和冷却凝固三个过程,由於特定材料的比热和相变潜热是固定,雷射脉冲能量越大,能够熔化的材料体积也越大。依照脉冲能量大小,脉冲雷射焊接目前也有两种主要的光源选择,一种是采用YAG雷射或QCW雷射作为焊接光源,另一种采用奈秒脉冲雷射。对YAG或QCW雷射器,其单脉冲宽度在微秒甚至毫秒量级,单脉冲能量在焦耳甚至数十焦耳量级,焊点直径通常大於1mm,采用固定焊接镜头或振镜雷射点焊的方式工作。而奈秒MOPA脉冲雷射器,单脉冲能量只有1mJ到2mJ,能够熔化的材料体积有限,单一焊点只有数十微米,通常采用振镜扫螺旋线的方式组合众多焊点形成一个焊盘,焊盘直径通常小於1mm,焊接螺旋线轨迹及剖面熔池形态如图2所示。
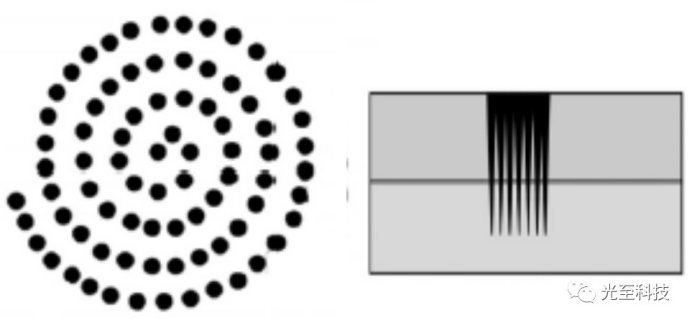
图2
雷射焊接方式
依材料搭接方式划分,常见雷射焊接方式有拼焊、叠焊、角焊、搭边焊、桩节焊等,如图2所示。奈秒雷射薄板焊接多采用叠焊方式,其他如拼焊方式也适用。对於叠焊,熔池必须穿透上层材料延深到下层材料中,上层材料越厚对应的熔池深度越大,所需的雷射功率也越高。常见的薄片材料厚度在0.1mm到0.5mm之间,对应的需要选择60W到1000W的MOPA脉冲雷射。
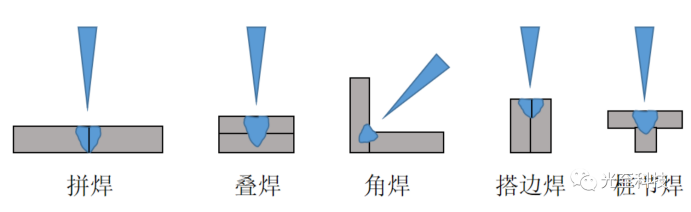
图3 雷射焊接时不同的材料搭接方式
众所周知,雷射焊接拉拔力是判断焊接强度的重要指标,而雷射的光束品质M 2又是影响焊接拉拔力的一个很重要的技术参数,即光束品质越好,拉拔力越强。
雷射脉冲焊接典型应用
1. 铜片螺旋焊点
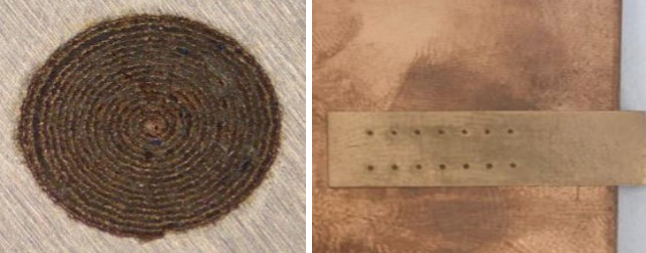
图4 雷射脉冲焊接紫铜片的(左)螺旋轨迹和(右)焊点分布
2. 异种金属焊接
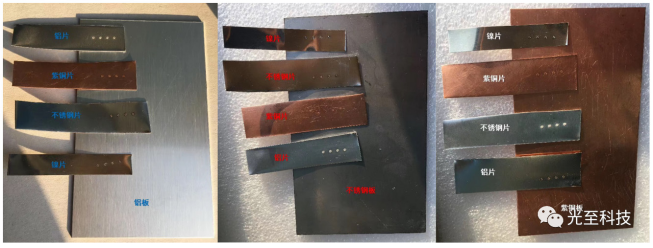
图5 (左)铝板(中)不锈钢板与(右)铜板与不同金属焊接结果
3. 3C产品精密焊接
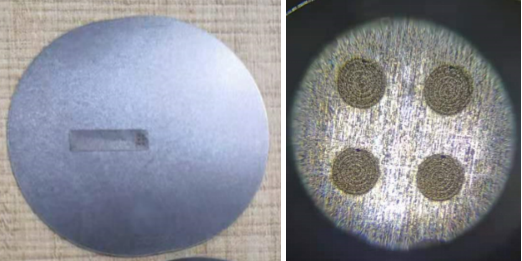
图6 不銹钢片焊接镍板
4. 电池极片雷射焊接
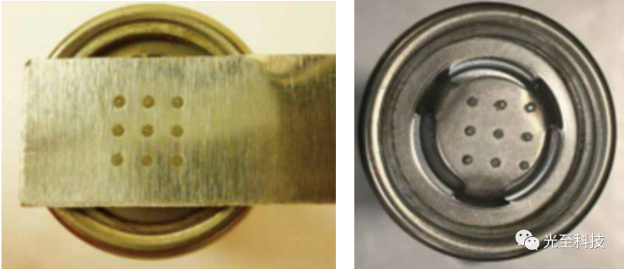
图7 铜材及铝材电池顶盖焊接